ABS(丙烯腈 - 丁二烯 - 苯乙烯共聚物)是一種中等流動性、成型溫度區間較寬(180℃~250℃)的工程塑料,其制品涵蓋普通家電外殼、高光澤內飾件、耐磨機械配件等多個品類,模具鋼的選擇需結合制品的表面要求、生產批量、使用環境及成本預算等核心因素,匹配模具鋼的拋光性、耐磨性、耐腐蝕性和熱處理性能,以下是具體的選擇方案和行業公認的應用標準。一、ABS 成型對模具鋼的核心要求ABS 注塑成型時,模具
2026-01-14 注塑模具
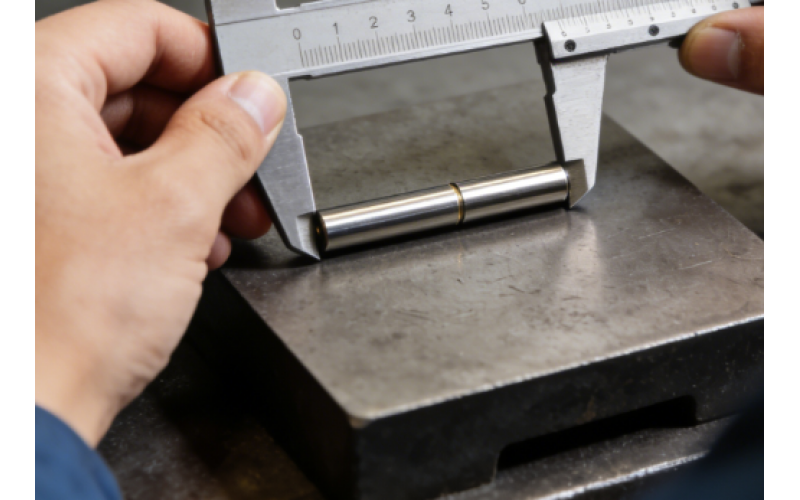
頂針是注塑模具頂出系統的核心部件,長期在高溫、高壓及摩擦工況下運行,易出現磨損、變形、拉傷等問題,進而導致制品產生頂白、頂痕、尺寸偏差,甚至引發模具卡滯故障。頂針的磨損檢測需結合日常巡檢與定期精準測量,更換需遵循標準化流程,確保模具頂出功能穩定可靠。一、 頂針磨損的檢測方法1 日常巡檢(定性檢測)日常生產中,可通過制品缺陷與模具狀態快速判斷頂針磨損情況:觀察制品頂出位置,若出現不規則頂痕、頂白或局
2026-01-13 注塑模具
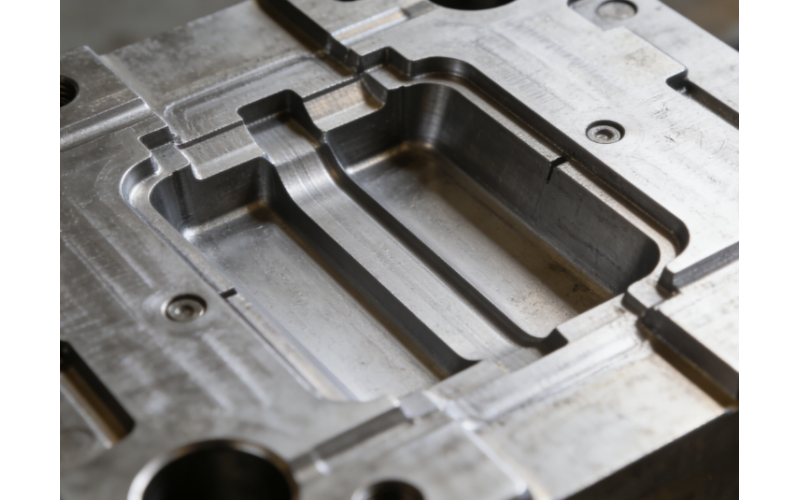
塑膠模具排氣不良會導致制品出現氣紋、燒焦、熔接痕明顯、填充不足等缺陷,其本質是型腔內部的空氣、塑料熔體分解產生的氣體無法及時排出,被壓縮在熔體前沿或型腔死角處所致。排氣不良的改進需從模具結構優化、工藝參數調整、原材料適配、日常維護管理四個維度切入,結合制品結構與材料特性制定針對性方案,實現氣體的高效排出。一、 模具排氣系統的優化設計1. 排氣槽的精準設計排氣槽是最常用的排氣方式,需設置在熔體最后填
2026-01-13 塑膠模具
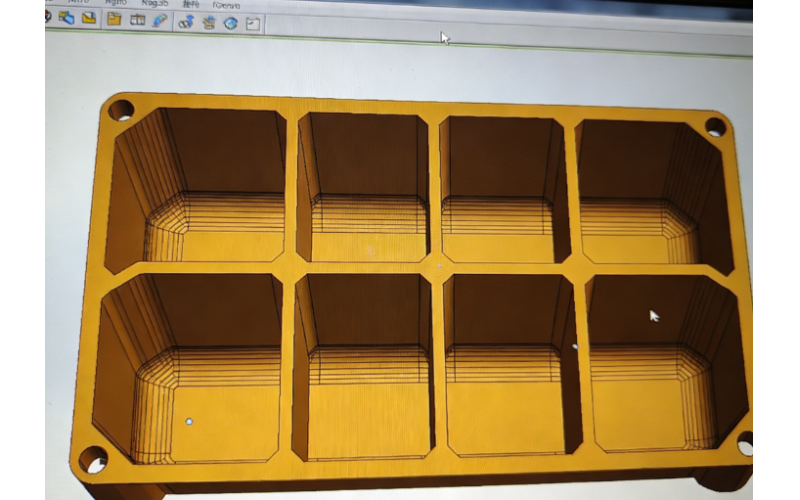
注塑生產中的省料是兼顧成本控制、資源利用率與產品質量的核心環節,其核心邏輯是在保證制品性能與外觀達標的前提下,通過設計優化、工藝調控、材料管理等手段,減少原材料消耗與廢料產生,實現降本增效的目標。省料需貫穿產品設計、模具制造、生產執行、廢料回收的全流程,而非單純削減用料,避免因過度省料導致制品出現縮水、變形、強度不足等缺陷。一、 產品與模具設計優化:從源頭減少用料1 優化產品結構設計產品結構是決定
2026-01-13 注塑模具
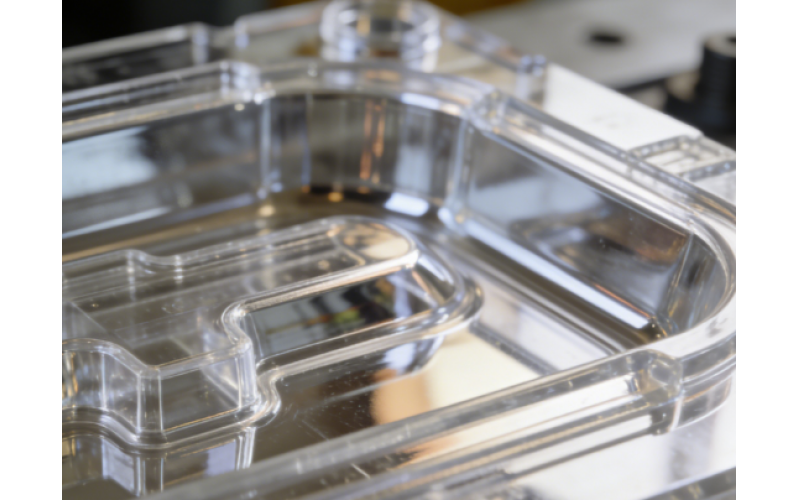
透明注塑件(如 PMMA、PC、PET 等材料制品)的表面透光率、光潔度直接取決于模具型腔的表面質量,而模具鋼的拋光性能是實現型腔鏡面效果的核心前提。拋光性能指模具鋼經打磨、拋光后達到高光潔度表面且無缺陷的能力,其優劣直接影響透明件的外觀品質、光學性能及模具使用壽命,是透明件模具鋼選型的關鍵指標。一、 透明件模具鋼拋光性能的核心要求1 表面粗糙度達標要求透明件模具型腔需達到鏡面拋光等級,不同透明制
2026-01-13 注塑模具
精密注塑和普通注塑是注塑行業中兩種截然不同的工藝體系,它們的核心差異體現在對制品精度的控制能力、生產過程的管控標準以及對模具和設備的硬件要求上。簡單來說,精密注塑追求的是極致的尺寸穩定性和表面質量,而普通注塑則側重于生產效率和成本控制。以下是兩者在六個關鍵維度的詳細對比。一、制品精度與質量要求這是兩者最本質的區別,直接決定了后續所有環節的標準。精密注塑制品尺寸公差需達到微米級,通常控制在正負 0.
2026-01-12 注塑模具
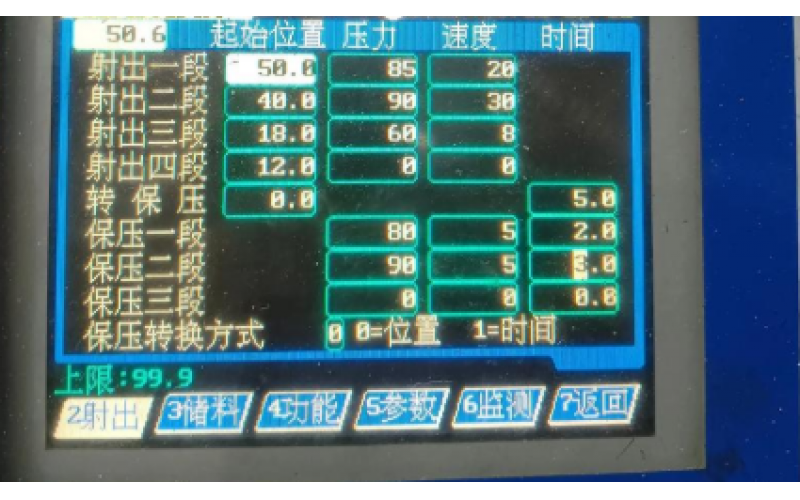
保壓時間是注塑工藝參數中決定制品尺寸精度、表面質量、內部密度的核心指標之一,其本質是在澆口凝固前,通過持續施加壓力向模腔補充熔體,以抵消塑料冷卻收縮產生的體積損失,消除縮痕、凹陷等缺陷。保壓時間的設定需結合材料特性、制品結構、模具設計、工藝條件四大關鍵因素,以下是具體設定技巧與實操原則。一、 保壓時間的核心設定原則保壓時間的上限臨界點是澆口完全凝固的時間—— 澆口未凝固時,保壓能有效補縮;澆口凝固
2026-01-12 注塑加工
二次注塑和雙色注塑均屬于多物料注塑成型工藝,核心是實現兩種不同性能或顏色塑料的復合成型,廣泛應用于汽車零部件、消費電子、日用品等領域。二者雖目標一致,但在設備配置、成型邏輯、應用場景等核心維度存在本質區別,具體差異如下:一、設備配置與成型流程差異雙色注塑雙色注塑需配備專用雙色注塑機,該設備核心特點是擁有兩個獨立的料筒、射嘴及射膠系統,配套模具則集成旋轉或平移式型腔機構,可實現兩個型腔的精準切換與定
2026-01-10 注塑模具