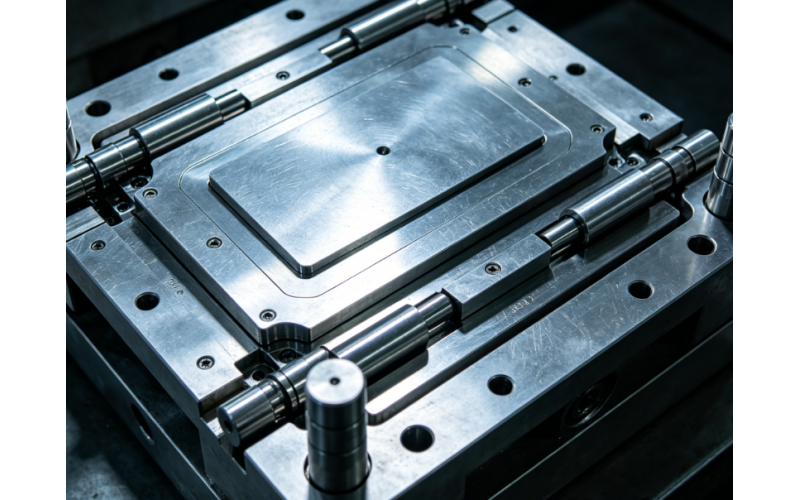
塑料模具是注塑生產的核心裝備,長期處于高壓、高溫、反復開合的工作環境中,易因部件磨損、疲勞、物料殘留、操作不當等因素出現故障,直接影響塑件質量與生產效率。模具維修工作需針對性解決各類故障,圍繞成型、導向、澆注、頂出等核心系統展開,涵蓋日常保養修復與突發故障處理,以下是具體常見維修項目,按核心部件分類說明。一、成型部件維修(核心重點項目)成型部件是模具直接接觸塑料熔體、決定塑件形狀與尺寸的核心,包括
2026-04-08 塑料模具廠
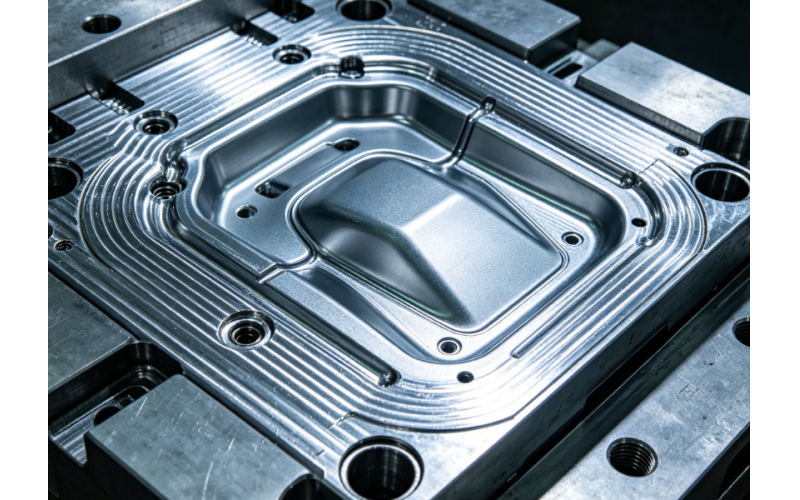
塑料模具公差是貫穿模具設計、加工、裝配、試模以及量產全流程的核心技術規范,直接決定模具使用壽命、成型穩定性以及塑件的裝配與使用性能。整個體系主要分為模具本體制造與裝配公差、塑料制件尺寸公差兩大維度,二者相互關聯,共同構成了模具從設計生產到最終交付驗收的完整依據,也是保障塑件質量與生產效率的關鍵前提。一、核心標準規范國內核心國家標準GB/T 14486-2008 為當前塑件公差執行核心標準,設定 M
2026-04-07 塑料模具生產廠家

2026 年,新能源汽車、醫療耗材、智能硬件等行業高速發展,塑膠模具作為產品落地的關鍵環節,需求持續攀升。與此同時,行業內小作坊、外包廠商泛濫,不少企業遭遇修模頻繁、交期拖延、品質不達標、售后失聯等問題。選對模具廠,并非只看價格,而是一套從需求定位、線上篩選、實地驗廠、技術評估到合同保障的完整流程。一、先明確自身需求,避免選型方向錯誤很多企業一開始就盲目尋找大廠,卻因賽道不匹配導致合作不暢。模具行
2026-04-07 塑膠模具廠家
在塑膠模具行業中,軟模與硬模是模具開發階段兩種核心選型,二者的本質差異圍繞模具鋼材性能、加工工藝、成本投入與量產能力展開,直接決定了產品開發效率、成型質量與長期生產穩定性,是模具設計與項目選型的關鍵決策依據。一、基礎定義與核心材質差異軟模,也常被稱為簡易模、試驗模,是采用低硬度材料制作的輕量化模具,核心定位是快速打樣、小批量試產。其常用材質以預硬鋼、普通碳鋼、鋁合金為主,鋼材出廠時已完成基礎預硬處
2026-04-06 塑膠模具
在注塑成型生產體系中,塑料原料的干燥處理是決定制品質量的關鍵前置工序,也是容易被忽視的質量管控薄弱環節。原料內部所含水分若未充分去除,在高溫熔融狀態下會引發高分子水解,不僅會使產品表面出現銀紋、氣泡、霧痕、剝層等外觀缺陷,還會降低材料的拉伸強度、沖擊韌性等力學性能,導致產品脆裂、尺寸不穩定,同時加劇設備損耗,提升生產不良率。想要實現穩定高效的干燥管控,需要從原料分類、參數控制、現場管理、檢測驗證、
2026-04-06 塑料模具廠
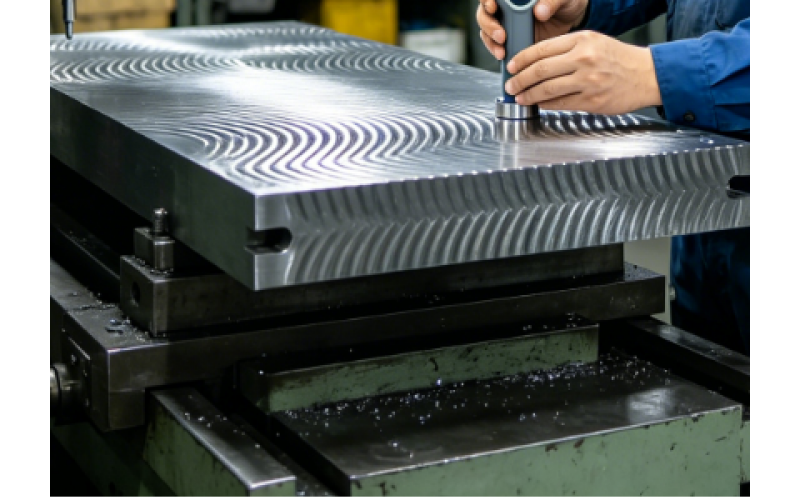
塑料模具強度計算核心是校核型腔、型芯、模板、導柱、頂針等關鍵零件在注塑壓力、鎖模力、保壓下的應力、變形、剛度是否滿足安全要求,避免開裂、變形、飛邊、頂出故障,下面從計算基礎、核心零件分步計算、安全系數、校核流程、實用簡化方法完整說明,兼顧理論與現場實用。一、計算基礎:核心參數與前提1. 關鍵載荷參數(必須先確定)型腔壓力 P:注塑時熔體作用在型腔內壁的壓強,是強度計算最核心載荷。常規取值:PP/P
2026-04-03 塑料模具廠
優化注塑冷卻時間的核心是加快模具型腔 / 型芯的熱傳導效率、精準匹配冷卻水路、控制熔體與模具溫差、優化工藝參數,在不犧牲產品尺寸精度、外觀與力學性能的前提下,把冷卻時間壓縮到最短(通常占成型周期 60%-80%)。一、模具冷卻系統:從根源提升散熱效率冷卻系統是決定冷卻速度的核心,優先從水路布局、結構、材質入手。首先要保證水路盡可能貼近型腔 / 型芯表面、均勻覆蓋、無死角、流量充足、湍流換熱。水路直
2026-04-03 注塑模具廠家
在現代注塑規模化生產中,熱流道模具憑借成型穩定、產品精度高、自動化程度強等優勢,已成為中高端注塑生產的主流配置。很多企業誤以為熱流道模具采購成本高、維護復雜,會增加生產負擔,實則恰恰相反,合理應用與優化熱流道系統,能夠從原料、人工、能耗、效率、模具壽命等多個維度顯著降低綜合生產成本。對于注塑企業而言,掌握熱流道模具的優化使用方法,是實現降本增效、提升市場競爭力的重要途徑。一、大幅減少原料浪費,從源
2026-04-02 注塑模具廠