射膠速度是注塑成型中影響產品外觀最直接、最敏感的參數之一,它決定了塑料熔體在型腔內的流動狀態、填充節奏、分子取向以及冷卻效果,進而直接影響產品表面光澤、結合線、流痕、燒焦、缺料、縮水、銀紋、氣泡、起皮等外觀缺陷。合理控制射膠速度,既能保證產品外觀質量,又能提升生產穩定性,下面從原理、常見缺陷、速度調整邏輯、分段控制四個方面詳細說明。一、射膠速度對外觀的核心影響原理射膠速度越快,熔體在模腔內的流動剪
2026-03-23 塑膠模具
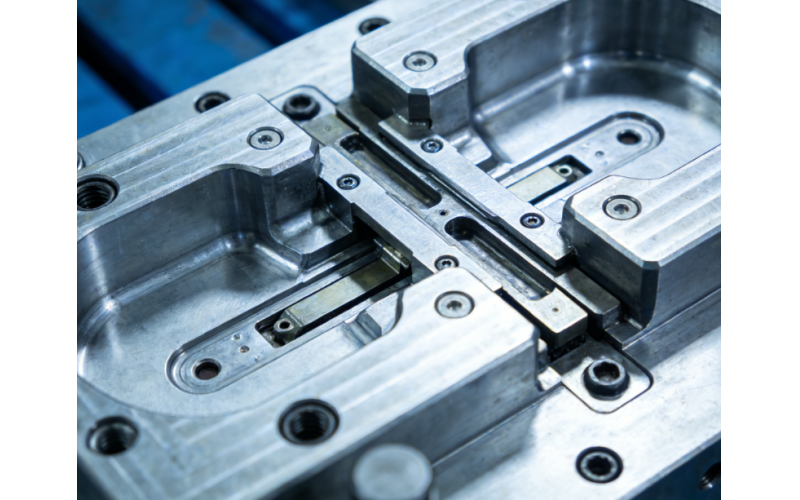
模具作為制造業的核心生產裝備,其質量直接決定產品精度、生產效率、制造成本及使用壽命,無論是采購驗收、日常使用還是維護保養,準確判斷模具質量好壞都至關重要。判斷模具質量需從 “外觀工藝、材質熱處理、結構設計、試模表現、穩定性壽命、細節配套” 六大核心維度入手,結合直觀觀察、實際試模和專業檢測,全面、系統地評估,以下是詳細判斷方法,格式分明、重點突出。一、外觀與加工工藝:直觀判斷基礎質量外觀和加工工藝
2026-03-23 注塑模具
滑塊是塑膠模具中實現側面孔、倒扣、凹凸結構脫模的核心機構,其設計合理性直接影響模具壽命、生產穩定性和產品合格率。滑塊結構復雜、運動頻繁,在設計時必須從強度、導向、定位、耐磨、避空、冷卻等多個方面綜合考慮,才能確保模具長期高效運行。一、滑塊整體結構與強度設計滑塊本體要有足夠強度,避免注塑壓力作用下產生變形、退讓,導致產品出現飛邊、尺寸超差。滑塊寬度、高度、厚度要根據產品倒扣深度、投影面積合理確定,大
2026-03-21 塑膠模具
PES(聚醚砜)是一種高性能特種工程塑料,具備優異的耐高溫性、機械強度、尺寸穩定性與電絕緣性能,在電子、汽車、醫療、精密儀器等行業應用廣泛。但 PES 吸濕性強、熔融溫度高、加工窗口窄,對工藝、設備、模具要求嚴苛,加工不當極易出現氣泡、銀絲、發黃、脆裂、內應力過大等問題。想要實現穩定量產,必須從原料、工藝、設備、模具、后處理等方面進行精細化控制。一、原料干燥處理PES 吸濕性強,高溫下微量水分就會
2026-03-21 塑料模具
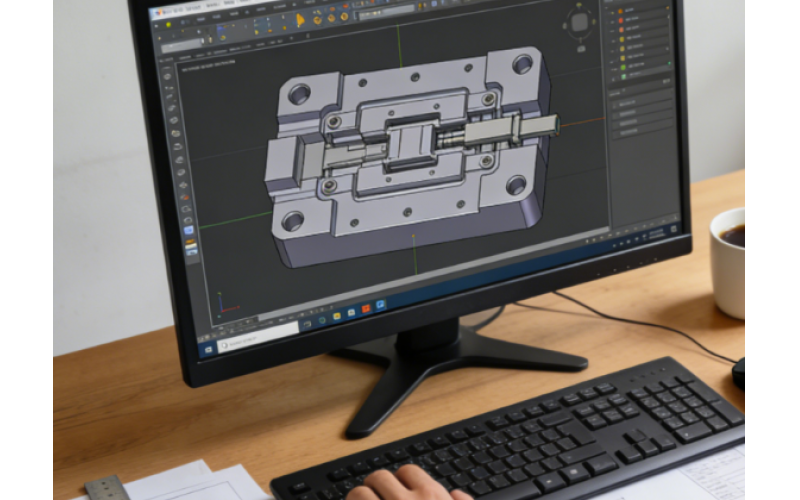
注塑模具的穩定性直接關系到產品質量一致性、生產效率和模具使用壽命,是注塑企業穩定交付、降低成本的核心競爭力。想要從根本上提升模具穩定性,不能只依賴事后維修,而要從設計、加工、材料、裝配、工藝、維護六個環節進行系統化管控,形成閉環管理,才能讓模具在長期大批量生產中保持可靠運行。一、優化模具結構設計,筑牢穩定基礎模具結構是決定穩定性的源頭,不合理的設計會在生產中不斷放大問題,導致故障頻發。在型腔與型芯
2026-03-21 注塑模具
注塑產品頂白是生產中最常見的外觀缺陷,多出現在筋位、柱位、深腔及薄壁區域。本質原因是頂出時局部受力過大、材料被拉伸發白,與產品結構、模具設計、注塑工藝、材料性能密切相關。下面從五大方面系統說明改善方法,內容清晰、可直接用于現場指導。一、產品結構優化筋位、柱位、轉角位置必須做圓角過渡,半徑不小于 0.5mm,避免應力集中。控制筋高與壁厚比例,盡量在3:1 以內,過高易造成包緊力大、冷卻不均,頂出易發
2026-03-20 塑膠模具廠家
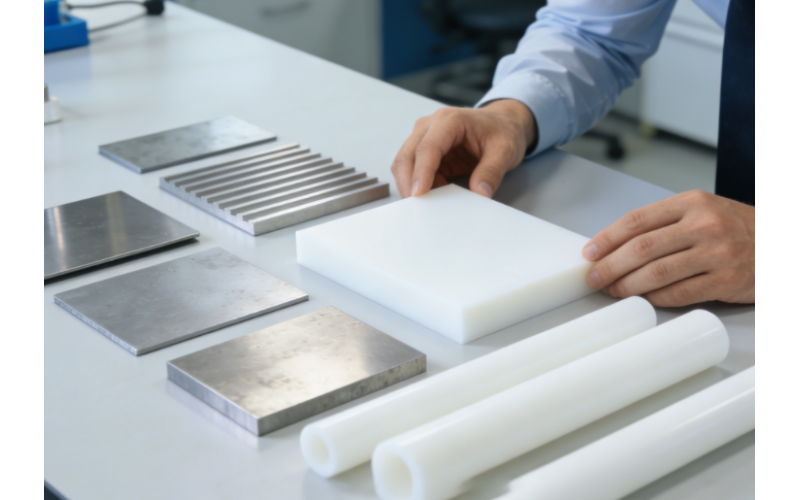
PTFE(聚四氟乙烯,俗稱特氟龍)模具的材料選擇,需圍繞其耐高溫、強耐腐蝕、低摩擦不粘、高膨脹、低強度的材料特性,結合模壓、擠出、注塑等不同成型工藝,分層匹配承載、成型、潤滑與尺寸穩定需求,核心遵循 “金屬承力 + 功能成型層” 的組合思路,兼顧性能、加工與成本。一、PTFE 模具材料選型核心原則PTFE 的材料特性決定了選材不能單一依賴某類材質,需從四個核心維度精準匹配:溫度適配:PTFE 連續
2026-03-20 塑料模具
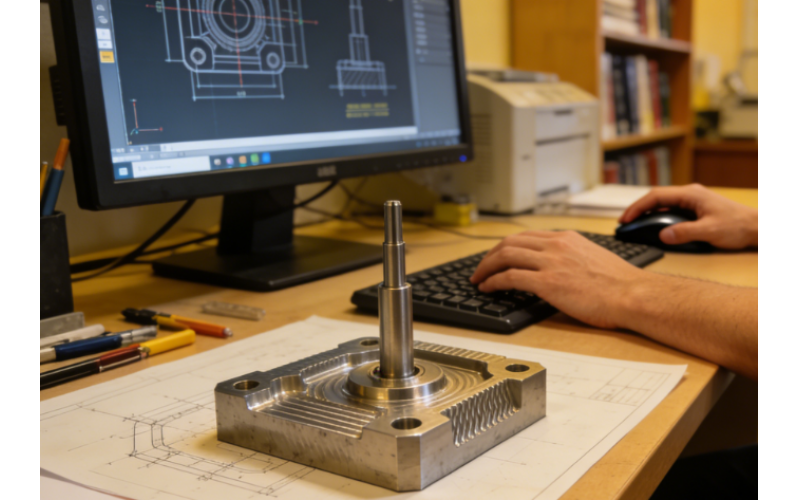
注塑模具的加工精度,直接決定塑件尺寸穩定性、表面質量與量產一致性,更是影響生產效率、降低生產成本的核心因素。高精度注塑模具不僅能減少塑件報廢率,還能適配高端產品(如電子、醫療、汽車精密部件)的生產需求。要實現并穩定保持注塑模具的高精度,需從設計、加工、裝配、檢測、保養全流程系統管控,形成閉環管理,每一個環節都不能出現疏漏。一、設計源頭控制,筑牢精度基礎設計是保證模具精度的首要環節,合理的設計能從根
2026-03-20 注塑模具