在透明塑料制品(如透明外殼、透明蓋板、光學鏡片、透明包裝件等)的注塑生產中,哪怕微小的灰塵、油污、黑點、銀絲、流紋都會直接影響產品外觀與透光率,導致批量報廢。因此,防塵、防污染是透明件生產的核心控制要點。從原料、環境、設備、工藝到人員操作,每一環節都必須建立嚴格的管控體系,才能穩定生產出高潔凈度的透明產品。一、原料管控:從源頭杜絕雜質與污染透明塑料對原料潔凈度要求極高,常用材料如 PMMA、PC、
2026-04-01 塑料模具
在注塑成型行業中,注塑模具、塑膠模具、塑料模具的質量直接決定塑件產品的精度、外觀和生產效率,而熱處理是模具制造過程中不可或缺的核心工序,更是提升模具綜合性能、延長使用壽命的關鍵環節。很多注塑企業在生產中會遇到模具磨損快、型腔變形、塑件尺寸偏差等問題,大多與熱處理工藝不到位有關。注塑模具(塑膠模具)的服役環境較為復雜,長期承受注塑高壓、高溫沖刷、塑料顆粒的摩擦以及反復的冷熱交替,這就要求模具鋼材具備
2026-04-01 塑膠模具
MDPE 即中密度聚乙烯,是一種結晶型通用熱塑性塑料,成型溫度通常在 180-220℃之間,材料本身流動性中等、無強腐蝕性、不含酸性或腐蝕性小分子分解產物,對模具鋼材的化學侵蝕性極低。常規純 MDPE 制品對模具的磨損較小,僅在添加玻纖、礦物粉、阻燃劑等改性組分后,會顯著提升模具磨損與沖蝕風險。因此模具鋼材選擇核心圍繞生產批量、產品表面質量、是否添加改性填料、模具使用環境防銹需求四大維度展開,同時
2026-03-31 塑膠模具廠
TPR 材料作為一類常用熱塑性彈性體,兼具橡膠彈性與塑料加工性能,廣泛應用于日用品、工具手柄、電子配件、包膠制品等領域。其注塑成型對溫度、壓力、速度、冷卻等參數極為敏感,參數設置不合理易出現粘模、縮水、缺料、表面缺陷、彈性不佳等問題。合理制定工藝參數,是保證 TPR 制品外觀、尺寸精度與使用性能的關鍵,以下從工藝核心環節系統闡述 TPR 注塑加工參數與控制要點。一、原料預處理與干燥規范多數常規 T
2026-03-31 塑料模具
注塑模具模架型號的科學選型,是保障模具精度、生產效率及使用壽命的核心前提,選型核心邏輯為:先明確模架結構類型,再根據模仁尺寸、產品特性及注塑機參數確定模架長寬規格,最后匹配模板厚度與結構細節,全程需實現模架、模仁、產品、注塑機的四維適配,避免出現干涉、強度不足、開模不暢等問題。一、模架結構類型選型(核心前提)模架結構主要分為二板模(大水口)和三板模(細水口),選型由澆口方式、產品外觀及型腔布局決定
2026-03-31 注塑模具
MDPE(中密度聚乙烯)注塑加工的核心要點是:控制溫度、控制收縮、平穩充模、充分冷卻,介于 LDPE 與 HDPE 之間,整體工藝偏溫和但對結晶與收縮敏感。一、原料特性與預處理MDPE 密度 0.926~0.940 g/cm3,結晶度、硬度、韌性、耐熱性均介于 LDPE 與 HDPE 之間。吸濕性極低(<0.01%):通常不需要干燥。例外:原料長期受潮、包裝袋破損進水,可 60~80℃熱風干燥 1
2026-03-30 注塑模具廠
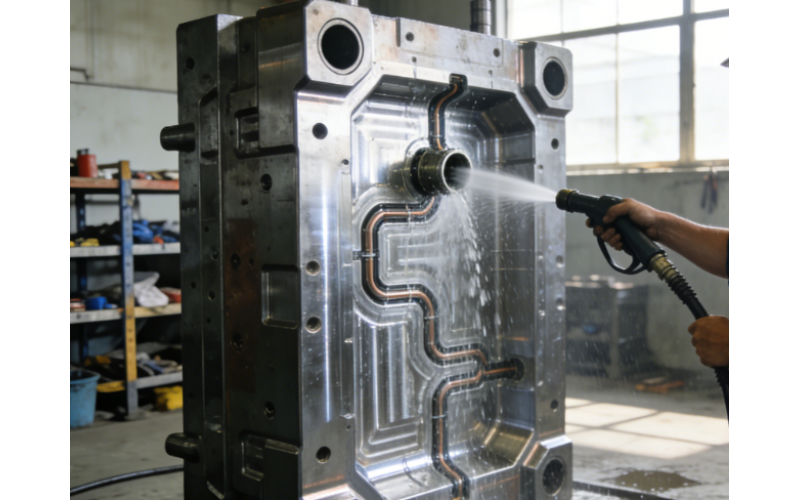
在塑膠注塑成型生產中,模具冷卻水路是保障生產效率與產品質量的核心部件,其主要作用是快速帶走塑膠熔體的熱量,穩定模具溫度,避免產品出現縮水、變形、氣泡、粘模等缺陷,同時縮短成型周期,提升產能。可實際生產里,水路堵塞是最常見的模具問題之一,輕則冷卻效率下降、生產周期拉長,重則水路完全堵死,被迫停機修模,還會加速模具內部銹蝕,縮短模具使用壽命。水路堵塞大多不是突發狀況,而是長期雜質堆積、水垢銹蝕形成的,
2026-03-30 塑膠模具廠家
在工業成型加工領域,玻纖模具與塑料模具是兩類應用場景截然不同的模具工具,不少剛接觸行業的從業者容易混淆二者概念,輕則造成生產成本浪費,重則耽誤生產進度、影響制品質量。其實二者從核心定位、材質性能,到制作工藝、成本壽命以及適用場景,都有著本質差異,并沒有絕對的優劣之分,只是適配的生產需求各有側重。一、核心定位不同:服務制品與生產邏輯完全割裂玻纖模具常被行業內稱作玻璃鋼模具,屬于非金屬復合材料模具,本
2026-03-30 塑料模具