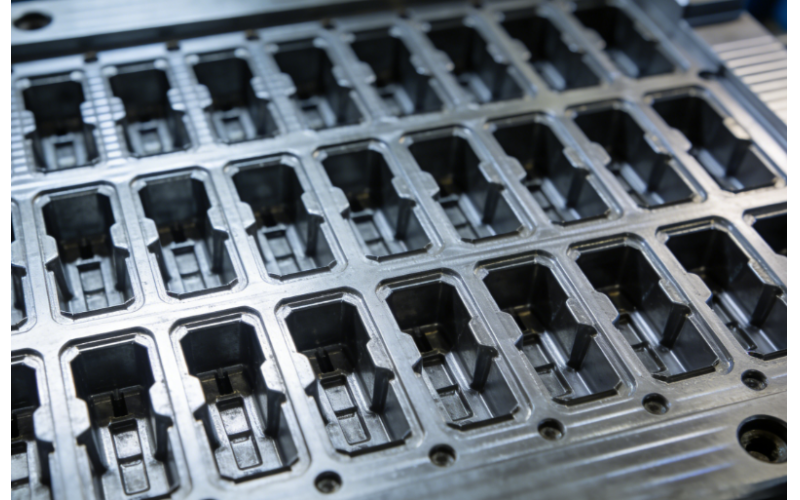
一模多腔注塑,是現代塑料注塑成型中應用極為普遍的規模化生產方式,指在同一套注塑模具內設置多個獨立型腔,通過一次合模、注射、保壓、冷卻,開模后一次性產出多個塑料零件的生產形式。這種生產方式可以顯著提升生產效率、降低單件成本,是日用品、電子、汽車、醫療等行業大批量塑件生產的主流方案,也是企業實現高效生產、控制成本、提升市場競爭力的關鍵技術手段。一、一模多腔注塑的基本概念一模多腔注塑的核心,是一套模具同
2026-03-13 注塑模具
塑料模具行業的標準體系主要由國家標準、機械行業標準和團體標準構成,覆蓋了從基礎術語到設計、制造、驗收的全流程。其中,國家標準是行業通用的基礎規范,機械行業標準側重具體零件與工藝要求,而最新的團體標準則更貼合當前產業的實際應用需求,逐步成為模架等核心部件的主流執行依據。一、基礎通用標準這些標準是模具設計、溝通、圖紙規范與驗收的基礎,是所有從業者必須掌握的綱領性文件。GB/T 8846-2005 塑料
2026-03-13 塑料模具
PA12 又稱尼龍 12,吸水率低、尺寸穩定性好、耐低溫、柔韌性佳、耐磨且耐油,是高端精密注塑常用材料,多用于精密管件、氣動元件、汽車部件、電子護套等。但 PA12 對溫度、干燥、模溫、注射速度、冷卻非常敏感,加工控制不當極易出現氣泡、縮水、流痕、脆斷、尺寸不穩定等問題。一、原料干燥必須徹底,杜絕水分導致的缺陷PA12 吸水率雖比 PA6、PA66 低,但仍會吸收空氣中水分,熔融后會產生氣泡、銀絲
2026-03-12 塑膠模具生產廠家
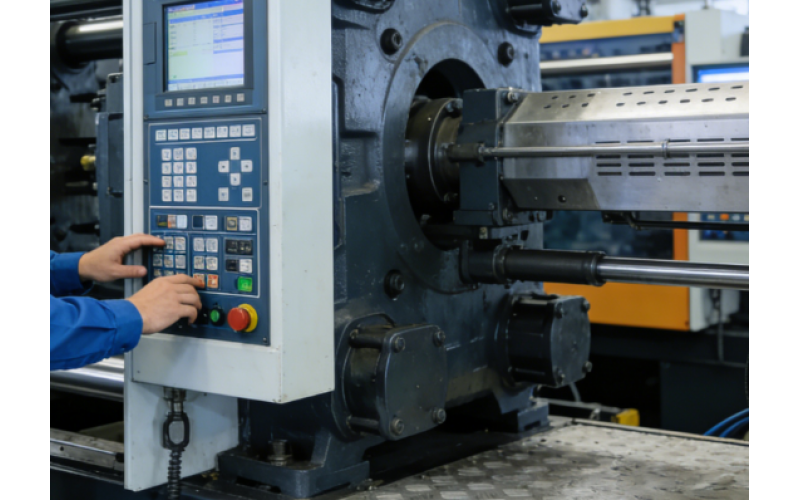
塑料流動性,指熔融塑料在溫度與注射壓力作用下填充模具型腔的能力,是注塑成型的核心工藝指標,直接決定成型成功率、產品質量與生產效益。它由材料分子結構、分子量及添加劑決定,同時受加工參數、模具結構影響,貫穿生產全流程,把控不當極易引發各類缺陷,是行業內必須精準掌控的關鍵特性。一、塑料流動性的核心衡量標準行業內通用熔融指數(MFI/MI)判斷流動性,即標準溫壓條件下,熔融塑料 10 分鐘通過標準毛細管的
2026-03-12 塑料模具
選擇靠譜的注塑模具廠家,核心是從資質合規、技術與設備、質量管控、交付與產能、報價與成本、售后保障、行業口碑七大維度系統評估,再通過實地考察、打樣驗證、合同約束落地篩選,避免低價陷阱與交付風險。一、核查基礎資質,過濾不合規廠家優先核查營業執照、經營范圍與成立年限,排除無資質小作坊;重點看ISO9001、IATF16949(汽車)、ISO13485(醫療)、FDA等體系認證,以及高新技術企業、專利證書
2026-03-12 注塑模具廠家
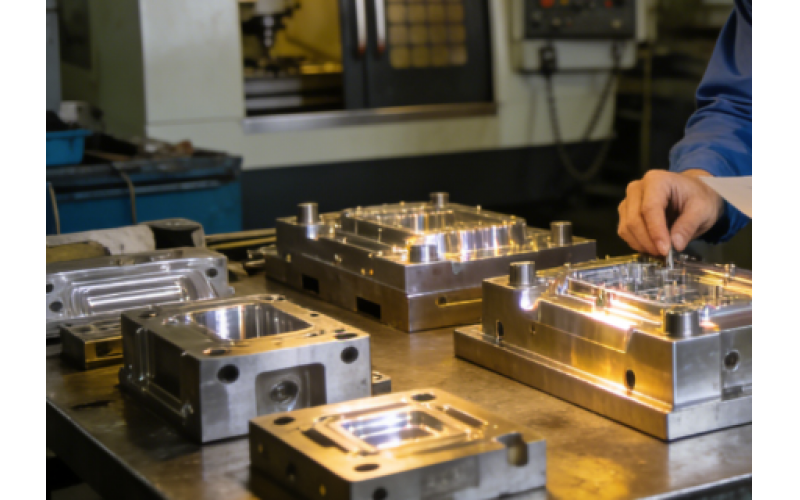
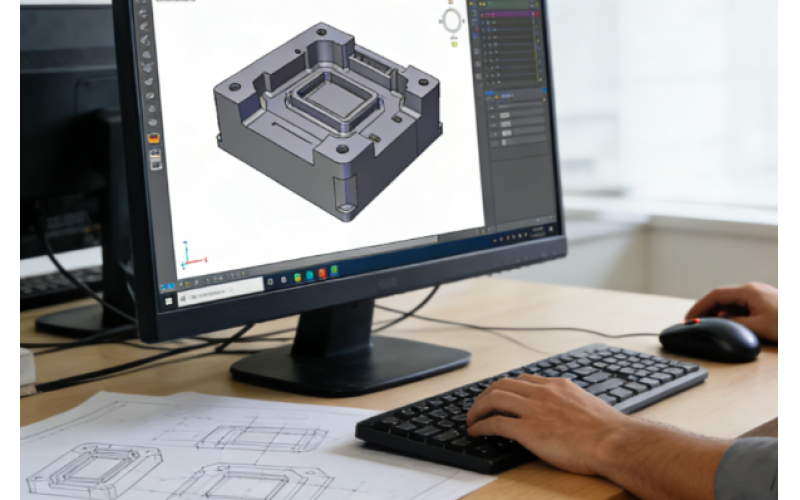
模具成本并非單一的鋼材費用,而是由設計、物料、加工、人工、配件、熱處理、表面處理、試模、管理及售后等多個部分組合而成,是一套系統性的成本體系。精準掌握模具成本構成,有助于合理報價、控制預算、優化結構,提升項目經濟效益。一、模具設計成本模具設計是成本的起始環節,也是決定后續加工難度與費用的關鍵。設計成本主要包含產品結構分析、排位設計、結構設計、2D/3D 圖紙輸出、模流分析等費用。結構越復雜、精度要
2026-03-11 塑膠模具
PPSU(聚苯砜)作為高性能特種工程塑料,具備優異的耐高溫、耐化學腐蝕、抗沖擊和生物相容性,廣泛應用于醫療耗材、母嬰用品、汽車零部件、航空電子等高端領域,且常添加玻纖提升強度。但 PPSU 成型工藝嚴苛,成型溫度高達 340-400℃,模溫需控制在 160-200℃,高溫狀態下會釋放微量腐蝕性酸性氣體,添加玻纖后熔體磨損性極強,對模具鋼的高溫穩定性、耐腐蝕性、耐磨性要求遠高于普通塑料。若模具鋼選型
2026-03-11 塑料模具
在注塑成型生產體系中,飛邊又稱披鋒、溢邊,是行業內普遍存在且直接影響生產效益與產品品質的核心缺陷,主要出現在模具分型面、頂針孔、滑塊、鑲件、排氣槽等配合縫隙處。飛邊產生后,不僅需要額外投入人工進行修剪作業,增加工時成本與二次加工費用,還會導致產品外觀瑕疵、尺寸精度超標,嚴重時會引發模具分型面損傷、鑲件偏移,甚至造成批量產品報廢,拖慢整體生產交期。多數注塑車間長期陷入 “臨時調機緩解、停產反復出現”
2026-03-11 注塑模具