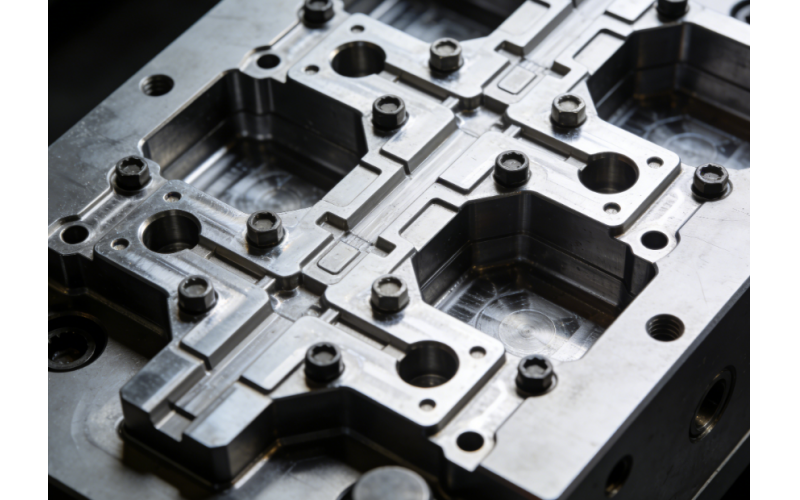
PEEK 作為高性能特種工程塑料,注塑成型溫度通常在 360-400℃,模具溫度控制在 180-220℃,熔體黏度高且常搭配玻纖、碳纖維等增強材料,對模具材料的耐高溫性、耐磨性、耐腐蝕性及尺寸穩定性均有嚴苛要求。模具鋼的合理選用,直接決定模具使用壽命、塑件成型質量與生產穩定性,需結合產品精度、使用環境、生產批量及材料特性進行系統化匹配。一、模具鋼選用核心原則模具鋼需具備優異的高溫穩定性,在長期循環
2026-03-16 塑料模具廠家
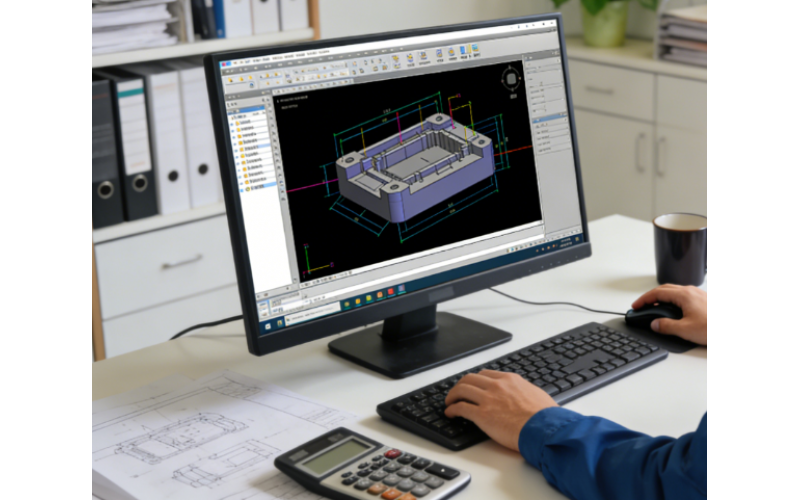
塑膠模具開模是一項系統性、流程化的工程,從產品分析到量產交付,每一步都直接決定模具精度、壽命與塑件質量。一套規范的開模流程,既能減少后期修模、改模成本,也能保障生產穩定高效。一、產品分析與 DFM 可制造性審查開模前必須對塑件圖紙進行全面分析,重點評估結構合理性、脫模可行性、壁厚均勻性、筋位、柱位、倒扣與外觀面要求。同時完成 DFM 審查,判斷是否存在倒扣、尖角、壁厚突變、難以排氣、難以冷卻等問題
2026-03-16 塑膠模具
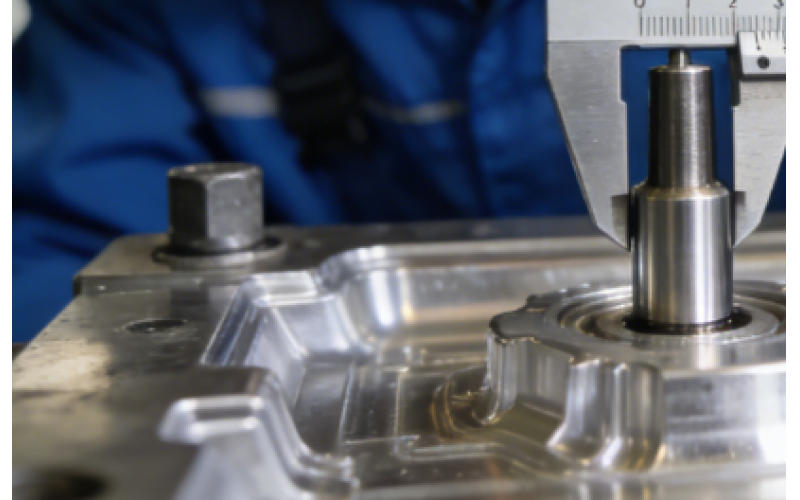
頂針作為注塑模具的核心頂出部件,長期承受反復頂出沖擊力、塑料熔體摩擦阻力、高溫交變應力以及脫模側向力,在持續作業過程中極易出現磨損、變形、崩角、銹蝕等各類損耗問題,這類問題會直接影響塑件成型質量、模具整體使用壽命以及生產線運行穩定性。一、核心檢測維度及量化標準(一)外觀檢測外觀檢測是最便捷的前置篩查手段,無需借助精密量具即可完成初步判斷,適用于模具日常巡檢、停機維護及定期拆模檢修,檢測時需配合目視
2026-03-16 注塑模具
PA46 屬于高結晶、高熔點的高溫尼龍材料,具備優異的力學強度、耐熱性和尺寸穩定性,但同時吸濕性極強、加工溫度窗口窄,對注塑工藝、設備條件以及模具適配性要求遠高于普通尼龍材料,加工把控不當極易出現制品缺陷、材料降解甚至性能受損等問題。想要保證 PA46 注塑制品的合格率與成品質量,需要從原料預處理、設備選型、溫度管控、模具適配、工藝參數調試,到后期問題處理與后處理全流程嚴格把控,貼合材料特性規范操
2026-03-14 塑料模具
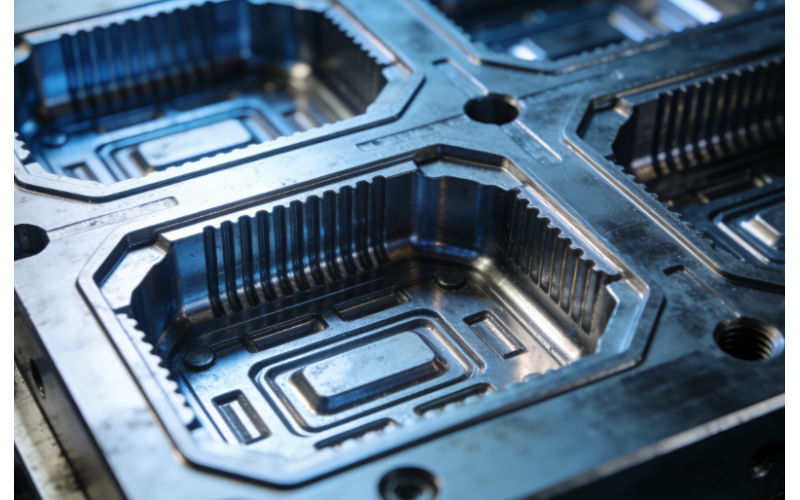
UHMW(超高分子量聚乙烯,UHMWPE)模具以其卓越的耐磨性、自潤滑性與耐腐蝕性,成為耐磨、潔凈、低摩擦工況下的核心方案,廣泛用于料倉襯板、輸送導軌、滑塊、食品醫療模具等場景。其材料選擇需兼顧基體材質、功能改性、模架匹配、加工工藝四大維度,同時平衡性能、成本與全生命周期效益,以下為系統化選型指南。一、UHMW 模具核心材料體系UHMW 模具并非單一材質,通常由模架(承載結構)+ 模芯 / 型腔(
2026-03-13 塑膠模具廠家
PA12 又稱尼龍 12,吸水率低、尺寸穩定性好、耐低溫、柔韌性佳、耐磨且耐油,是高端精密注塑常用材料,多用于精密管件、氣動元件、汽車部件、電子護套等。但 PA12 對溫度、干燥、模溫、注射速度、冷卻非常敏感,加工控制不當極易出現氣泡、縮水、流痕、脆斷、尺寸不穩定等問題。一、原料干燥必須徹底,杜絕水分導致的缺陷PA12 吸水率雖比 PA6、PA66 低,但仍會吸收空氣中水分,熔融后會產生氣泡、銀絲
2026-03-12 塑膠模具生產廠家
塑料流動性,指熔融塑料在溫度與注射壓力作用下填充模具型腔的能力,是注塑成型的核心工藝指標,直接決定成型成功率、產品質量與生產效益。它由材料分子結構、分子量及添加劑決定,同時受加工參數、模具結構影響,貫穿生產全流程,把控不當極易引發各類缺陷,是行業內必須精準掌控的關鍵特性。一、塑料流動性的核心衡量標準行業內通用熔融指數(MFI/MI)判斷流動性,即標準溫壓條件下,熔融塑料 10 分鐘通過標準毛細管的
2026-03-12 塑料模具
PA66 作為一種強韌性、高耐磨、自潤滑性優良的工程塑料,廣泛應用于結構件、齒輪、連接器、卡扣等產品,但由于其本身具有吸濕性強、結晶速度快、溫度敏感、收縮率較大等特點,在注塑加工過程中需要嚴格控制工藝與操作細節,才能保證產品尺寸穩定、外觀良好、性能達標。一、原料干燥與存放PA66 極易吸收空氣中的水分,原料中的水分會在注塑高溫下分解,導致產品出現氣泡、銀紋、流痕、脆裂等問題,因此干燥是加工前最關鍵
2026-03-09 塑料模具