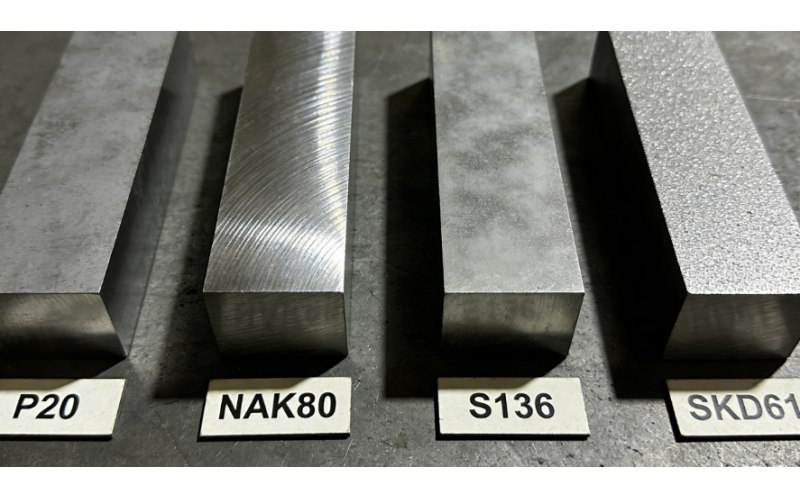
注塑模具熱流道的鋼材選型直接決定系統壽命、塑件質量與生產穩定性,本文按通用熱作鋼、耐腐蝕不銹鋼、高耐磨專用鋼、高端特種鋼四大類別,梳理常用鋼材的核心性能、硬度區間、適用場景與選型要點,為生產端提供清晰的選材參考。一、通用熱作模具鋼(主流首選,性價比高)1. H13(美標)/ 1.2344(德標)/ SKD61(日標)核心性能:熱穩定性、熱疲勞、韌性、耐磨性均衡,耐高溫、抗熱沖擊,適合長期高溫高壓工
2026-02-25 注塑模具生產廠家
模具溫度是注塑成型工藝中最核心的參數之一,直接決定塑件的尺寸精度、表面質量、力學性能和生產效率。精準控制模具溫度,既能減少熔接痕、縮痕、翹曲等缺陷,也能平衡生產周期與制品品質。本指南從控制原理、關鍵參數、實施方法、常見問題四個維度,詳解注塑成型模具溫度的精準控制要點,助力生產端實現穩定、高效的溫度管理。一、模具溫度控制的核心原理模具溫度指模具型腔表面的實際溫度,其控制本質是通過溫控系統調節模具的熱
2026-02-25 注塑模具廠家
在塑料成型加工領域,高光注塑(RHCM,速冷速熱注塑)與一般注塑是應用最廣泛的兩種工藝,二者核心差異集中在模具溫度控制方式,進而影響產品質量、設備投入、適用場景等多個維度。高光注塑憑借動態溫控技術實現鏡面級外觀,無需二次加工,適用于高端產品;一般注塑工藝簡單、成本低廉,適合普通外觀要求的制品,下面從多方面詳細解析二者區別,并附核心對比表便于快速區分。一、工藝原理:恒定低溫 vs 動態溫控一般注塑是
2026-02-25 注塑模具
PMMA(聚甲基丙烯酸甲酯),俗稱亞克力、有機玻璃,憑借極高的透明度、優良的耐候性、較高的硬度及良好的加工成型性,廣泛應用于光學鏡片、裝飾面板、家電外殼、醫療器械、汽車燈罩等領域。但 PMMA 同時具有脆性大、極易吸濕、對溫度敏感、流動性中等的特性,屬于典型的難加工透明材料,注塑過程中稍有參數偏差或操作不當,就會出現銀絲、氣泡、流痕、裂紋、發白、透明度下降等缺陷,直接影響產品品質與合格率。本文按注
2026-02-24 塑料模具廠家
PC(聚碳酸酯)憑借高硬度、優良韌性、良好透光性及耐熱性,廣泛應用于家電、汽車、光學、醫療器械等領域。但 PC 熔體黏度大、對模具沖刷力強,高溫成型時還會釋放微量腐蝕性氣體,且透明 PC 制品對模具表面光潔度、尺寸精度要求極高。因此,PC 模具的材料選擇,需重點圍繞耐磨性、拋光性、耐腐蝕性、尺寸穩定性四大核心要求,結合產品規格、產量、成本等因素綜合考量,直接決定模具使用壽命、產品外觀品質及生產效率
2026-02-24 塑料模具
P20(國標 3Cr2Mo、德標 2311)是注塑行業最常用的預硬型模具鋼,出廠硬度穩定在 HRC30–36(285–330HB),無需二次淬火即可直接加工,兼具良好切削性、拋光性與韌性,適配中批量、中精度注塑模具。以下從選材、加工、熱處理、焊接、使用與維護、質量驗收全流程,給出行業公認的規范要求,確保模具壽命與成型質量穩定。一、選材與適用范圍規范1. 適用場景P20 優先用于成型 ABS、PP、
2026-02-24 注塑模具廠家
在注塑車間生產中,換模時間直接決定設備利用率、訂單交付速度和生產成本。特別是多品種、小批量生產模式下,提升換模效率是降低成本、提高產能的關鍵。本文用清晰序號小標題,整理可直接落地的換模提速技巧,方便車間培訓、張貼和執行。一、換模前:提前準備,減少停機等待換模效率提升,一半以上來自前期準備工作。很多車間換模慢,主要原因是模具到位后才找工具、查配件、調參數,導致設備長時間空等。生產前必須建立完整的前置
2026-02-14 注塑模具廠家
疊模又稱雙層模、疊式模具,是在一副模具內上下兩層同時注塑成型的高效生產方案,產能接近普通模具的兩倍,廣泛用于大批量、標準化塑件生產。疊模工藝參數與普通單分型面模具差異較大,核心在于平衡兩層型腔的充填、保壓、冷卻與排氣,同時兼顧鎖模力、射膠量與開模行程。合理設置參數,既能提升產能,又能避免產品缺料、縮水、變形、飛邊等缺陷。下面從溫度、射膠、保壓、冷卻、鎖模、工藝輔助六個方面,詳細說明疊模注塑參數的設
2026-02-14 塑膠模具廠